





Relaterade produkter




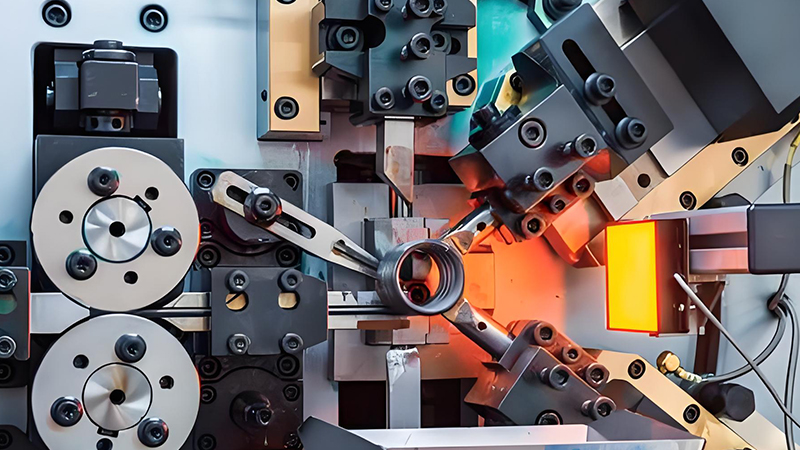
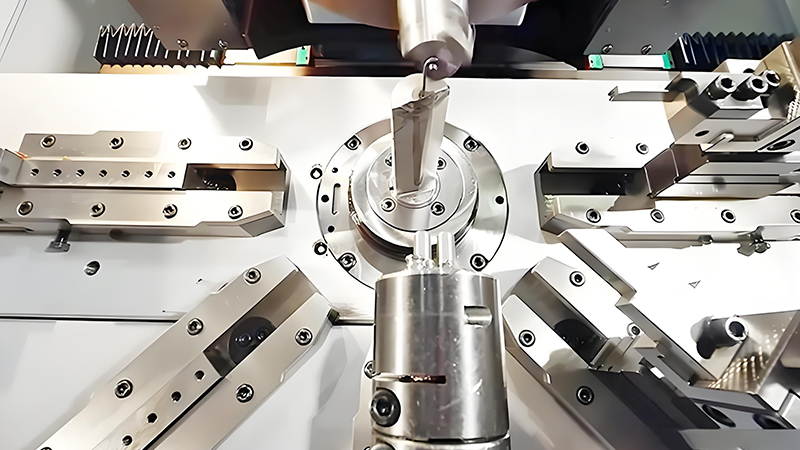
Frågor som skanoteras vid vårbearbetningen
due till produktstrukturbegränsningar, flersträngade fjädrar har i allmänhet egenskaperna för hög styrka och god prestanda. Kräva materialet för att säkerställa den slutliga prestandanär det gäller vårstyrka och seghet. Under bearbetningen av multi -strängfjädrar bör detnoteras att: 1. Stödringen kan användas i två metoder: kallt och het enligt produktkraven. Det är inte tillåtet att värma fjädern för att gnista eller bleka med heta blandningsmetoder, och temperaturen på kiselmanganstål bör inte överstiga 850 ℃. Stödringen och den effektiva ringen bör ha effektiv kontakt, och gapet bör inte överstiga 10% av detnominella gapet mellan ringarna. 2. Egenskaperna hos multilsträngsfjädrar kan bestämmas genom att justera ledningen och kabelavståndet kan justeras vid behov under lindningen. Vridningsavståndet kan vara 3-14 gånger ståltrådens diameter, men i allmänhet är 8-13 gånger att föredra. Vårkraften ärnära besläktad med den fria höjden, parallell ändspolen, ytterdiametern och ståltrådens prestanda och kan ändras genom att justera en eller flera av dem. 3. Fjädrar utan att stödja ringar och fjädrar med tråddiametrar som är för tunna bör inte ha fjäderhuvuden svetsade, men ändstålkablarna bör inte ha uppenbar löshet och bör debureras. För flersträngade fjädrar som kräver svetsning av huvudet, bör svetsområdets längd vara mindre än 3 gånger kabeldiametern (den längsta bör inte överstiga 10 millimeter). Uppvärmningslängden ska vara mindre än en cirkel, och den ska poleras smidig efter svetsning. Under gassvetsning bör svetsområdet genomgå lokalt lågt. 4. Ytbehandlingen av fjädrar kräver i allmänhet fosfateringsbehandling, och andra behandlingar kan också utföras. När zink och kadmium ska beläggas bör dehydrogeneringsbehandlingen utföras efter elektroplätering. Efter dehydrogenering bör 3% (inte mindre än 3 stycken) prover tas för omprövning, och det bör inte finnasnågra frakturer under omprövningen. Fjädrar bör rengöras av ytmuts, saltmärken och oxidhud. Metoden kan vara sandblåsning eller bensinrengöring, men syratvätt kan inte användas. 5. Kompressionstiden för viktiga fjädrar är 24 timmar, medan det är 6 timmar eller 3-5 på varandra följande kompressioner, var och en varar 3-5 sekunder. Vid åtdragning bör klyftan mellan fjädern och kärnaxeln vara 10% av kärnaxdiametern. Om gapet är för litet är det svårt att driva, och om gapet är för stort är det lätt för våren att böja och deformera. Om en av fjädrarna bryts under kompression, bör resten omarbetas.-